



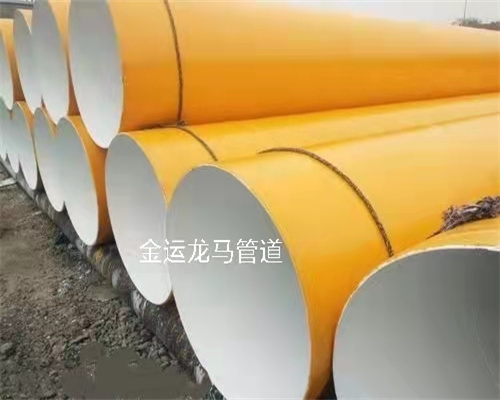
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力, 了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来 焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
运输:管子的运输应符合交通部门的有关规定,拖车与驾驶室之间应设置止推挡板,立柱应牢固,运输防腐管时,应捆扎牢固,应对防腐层采取保护措施(用柔性捆扎绳两端捆扎),防腐管与车架或立柱之间、防腐管之问、防腐管与捆扎绳之间应设置橡皮板或其他软质材料村垫,按形状分类:钢管按形状可以分为:圆管、方形管、矩形管、八角形,六角形、D形,五角形等异形钢管、复杂断面钢管,双凹型钢管,五瓣梅花形钢管,圆锥形钢管,波纹形钢管,瓜子形钢管,双凸形钢管等。
四川螺旋钢管脱硫方法通常如下 :先将螺旋钢管、卷管表面除油去污,之后再进行除锈,除锈等级应满足不低于Sa2.0或St3标准。在锈面清理干洁后,用VEGF树脂打底,待干后施工。用手工泥刀刮镘成1-2mm(每道)厚的VEGF胶泥层,数小时后即硬化,再按设计要求施工至规定厚度。一般在每涂1mm厚度时进行检测,以确认涂层是否有针孔及其它瑕疵。在弯角或形状突变处适当增加厚度,或同FRP复合使用。用VEGF树脂罩面一至二道。VEGF鳞片胶泥涂层质量控制。